





GPP2完美版(内有源代码)
GPP2完美版(内有源代码)[b]
主程序名称=100.000000
是否使用行号=1
开始行号 SEQUENC-START=1.000000
行号增量 SEQUENC-INCR=1.000000
行号最大值 SEQUENC-MAX=99999.000000
机床坐标 Machine system=54.000000
后处理文件后缀名=nc
程序名编号前缀=G
程序名起始编号=1.000000
工件名称=1
机床系统选项=1
加工状态=2
输出选择=3
程序单是否输出刀号=1
原点位置X Y=1
程式单名称=XXX程序单
公司名称=
模具编号=
编程者=
联系号码=
原点位置Z=
最大外形尺寸X*Y*Z=
最大Z值=
仅使用代码G01=1
是否使用侧机头?=1
多谢大家捧场!但是后处理的时候还是有些地方要注意:1,输出坐标系最好是“选择坐标系”里面找当前的NC使用坐标系。2,多个TP一起后处理会分开,TP内刀具会合并。 3,想刀具分开,刀具名称修改即可。4,修改源代码用写字板修改后,直接放到后处理里面即可。 原版后处理在圆弧输出的时候会出错,我这里圆弧输出已经完美修改,包括多余无效率的代码也修改完成了。直线输出没有任何问题,我已经上机床加工了几十套模具了,没有任何问题,才发出来与大家共享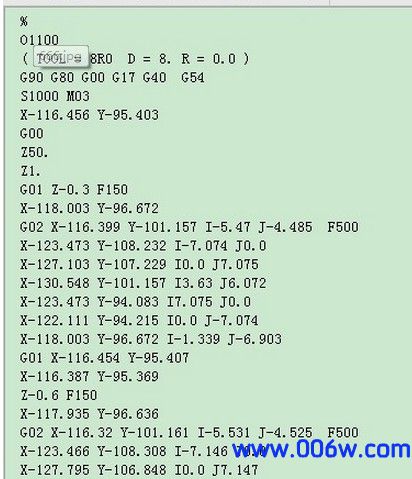
下载地址
如本文对您有帮助,就请清风喝杯咖啡吧!
支付宝打赏

微信打赏

免责申明:本站仅提供学习的平台,所有资料均来自于网络,版权归原创者所有!本站不提供任何保证,本站对站内所有资讯的内容、观点保持中立,不对内容的准确性、可靠性或完整性提供任何明示或暗示的保证。并不承担任何法律责任,如果对您的版权或者利益造成损害,请提供相应的资质证明,我们将于3个工作日内予以删除,请来信告知:006w@163.com
来源:清风网络(QQ:121225297,转载请保留出处!)












更新到SP3...
好不好安装
好不好安装...
y...
这个网站知道的人太少了,要多多宣传。
...
车铣没更新大失所望...